工业滤芯防吸扁技术指南:筑牢设备核心防护屏障
2025-12-04
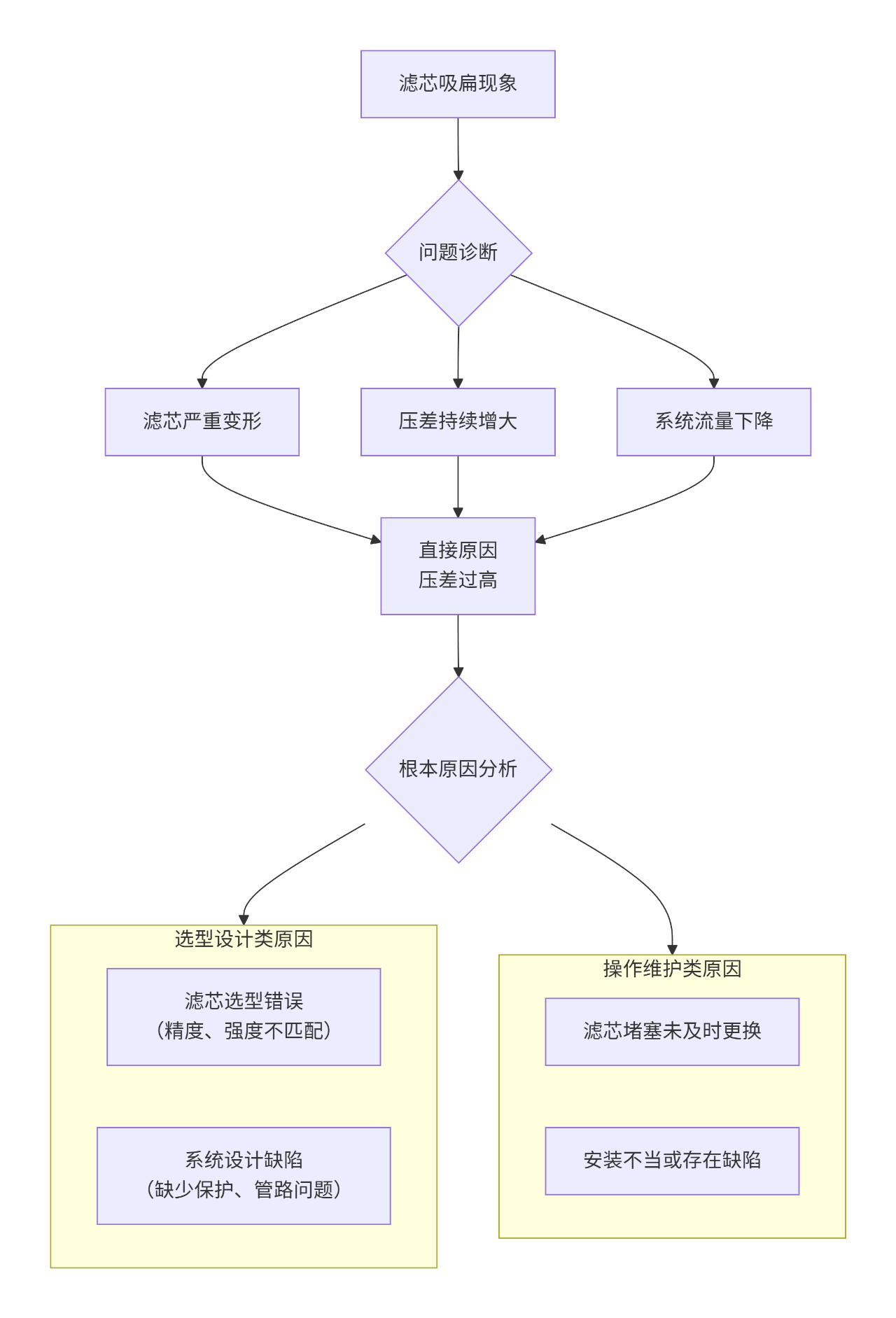
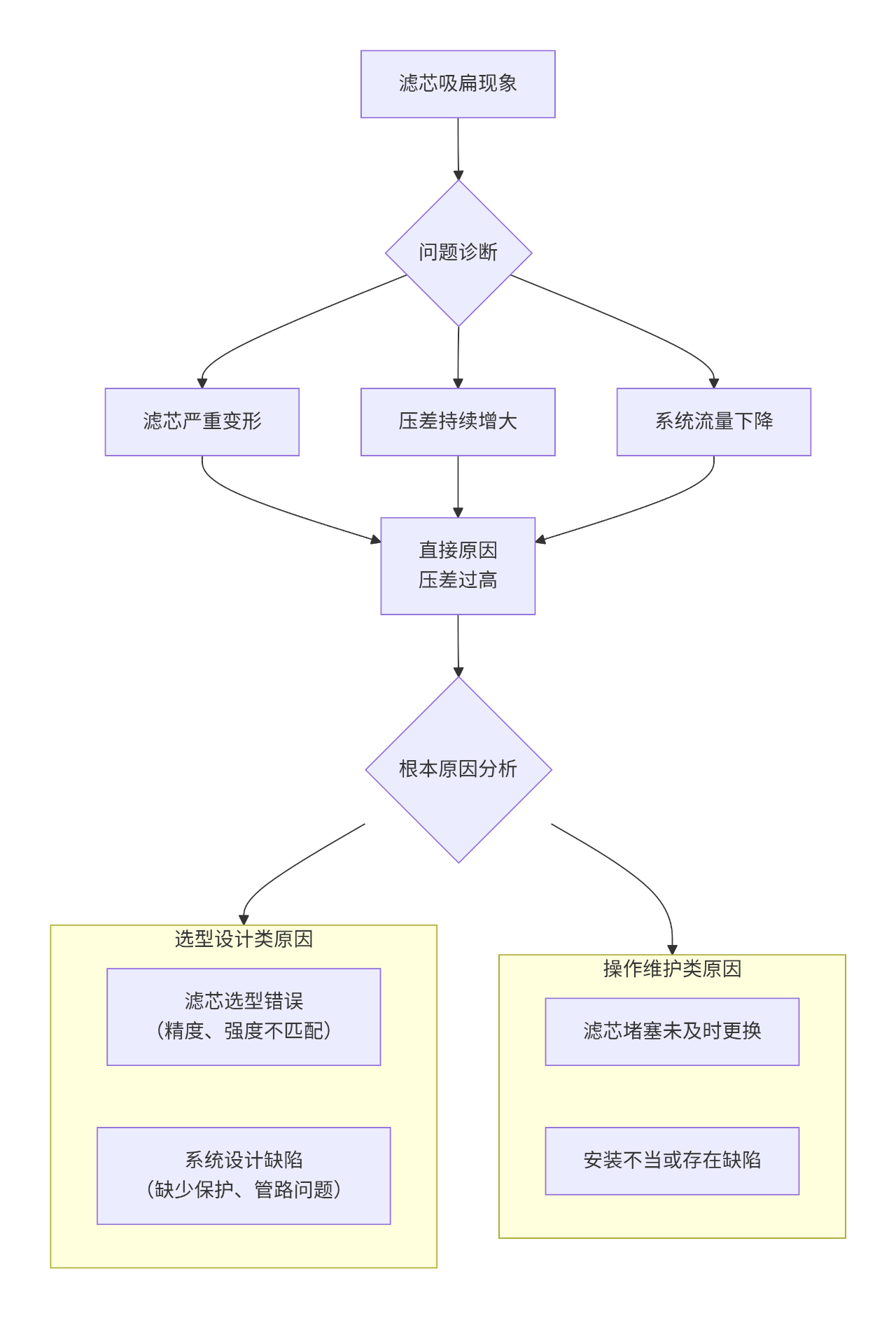
🔍 吸扁现象的根本原因分析
基于诊断,吸扁问题主要源于以下三个方面:
选型错误:这是最核心的原因。
精度与强度不匹配:选择过滤精度过高的滤芯,其流动阻力更大,在相同工况下更容易因压差过大而变形。并非所有不锈钢滤芯都绝对可靠,如果工作压力超过其设计抗压能力,同样会被吸扁。
材质与结构缺陷:劣质滤芯的骨架厚度可能不足。此外,橡胶密封圈的材质不佳、缺乏弹性,也会影响密封和减震效果。
系统设计与配置问题:
缺乏预处理与保护:若系统未设置前置粗滤装置,大量污染物会直接冲击主滤芯,加速其堵塞和压差上升。
管路与工况不匹配:进、出油管路设计不当,或系统的压力、流量波动过大(尤其在设备启动瞬间),都可能对滤芯造成瞬时冲击。
操作与维护不当:
未能及时更换:滤芯严重堵塞是导致压差激增的直接原因。例如在保安过滤中,当进出口压差达到0.1MPa时就必须更换滤芯。
安装错误:滤芯安装不到位、未固定牢固或密封圈错位,会在工作时因振动或受力不均导致结构损坏。

🛡️ 综合性防吸扁解决方案
要筑牢防护屏障,需要从以下四个环节系统性地解决问题:
| 在系统中合理配置减压阀、旁通阀,防止压力尖峰。确保进出油管路通畅,避免形成局部真空或过大的背压。 | ||
💡 前沿技术与选型参考
了解行业前沿技术,有助于做出更优的长期决策:
增强结构设计:例如“刚性可再生吸附功能性夹层滤芯”,其双层刚性过滤体通过高温烧结成型,内部填充活性炭,结构强度高。还有采用“陷窝折褶纹设计”的纳米滤筒,能将过滤面积扩展至传统的1.8倍,提升纳污能力。
先进过滤材料:如聚醚砜(PES) 与纳米材料(如Ag@BiOCl)复合制成的超滤膜,兼具高强度和抗污染特性。纳米纤维覆膜滤材(如经PTFE覆膜处理)也能在保持高效率的同时降低阻力。
品牌解决方案参考:对于压缩机、真空泵等高压差、高振动环境,可以关注像MANN-FILTER等品牌提供的专用滤芯,它们通常在设计上特别考虑了抗压与耐久性。